


浮法玻璃生產過程中如何節能途徑
玻璃行業是一個高能耗行業,玻璃熔窯是玻璃生產線能耗最多的設備,在玻璃成本中燃料成本約占35%~50%.我國自行設計的大部分浮法玻璃熔窯玻璃液單耗可以達到6500kJ/kg~7500kJ/kg玻璃液,國外大的浮法玻璃企業只有5800kJ/kg玻璃液,我們與國際先進水平有一定差距。
發達國家玻璃熔窯的熱效率一般在30%~40%,我國玻璃熔窯的熱效率平均只有25%~35%.熔窯結構設計和保溫措施不合理,使用的耐火材料質量檔次低是存在這種差距的重要原因之一。其次,國內浮法玻璃工藝操作技術落后、管理不夠完善等也是造成能耗高、熔化質量差、窯爐壽命短的原因.到目前我國已擁有浮法玻璃生產線140余條,玻璃產能增加較快,市場競爭逐步白熱化。做為玻璃主要燃料的重油,價格持續走高,在玻璃成本中所占比例越來越大。因此,降低玻璃能耗,對降低生產成本,提高企業的市場競爭力,減少環境污染,緩解能源短缺等都具有巨大意義。玻璃企業的節能是一個長期任務,國內外技術人員積極進行研究,如優化窯爐結構設計、富氧燃燒、全氧燃燒電助熔、重油乳化技術等。目前很多企業已開始在生產過程中實施節能措施,并對玻璃生產過程控制等方面的節能措施進行探索。
配合料水分、溫度與油耗眾所周知,水分在配合料中的狀態與配合料的溫度密切相關。配合料溫度大于35℃時,絕大多數水分以游離態附著在難熔的砂粒表面,從而可以粘附較多的純堿加強助熔效果。當配合料溫度小于35℃時,配合料中的水分會與純堿形成Na2CO3.10H2O或Na2CO3.7H2O,與芒硝形成Na2SO4.10H2O結晶水化合物,使砂粒表面失去水分顯得干燥,使助熔作用減弱。
北方地區在冬季由于氣溫較低,配合料溫度一般低于35℃,有些地區甚至僅有20℃左右。為了保持配合料外觀濕潤,通常采取增加配合料水分的辦法,雖然起到一定作用,但也會帶來較多弊端,如料倉壁結塊現象加重、油耗增加等。有人通過計算,得出進入窯內的水需要消耗的油量為0.085kg油/kg水。
 國檢集團頒發首張檢測...
國檢集團頒發首張檢測... 國檢集團近期喜訊來了
國檢集團近期喜訊來了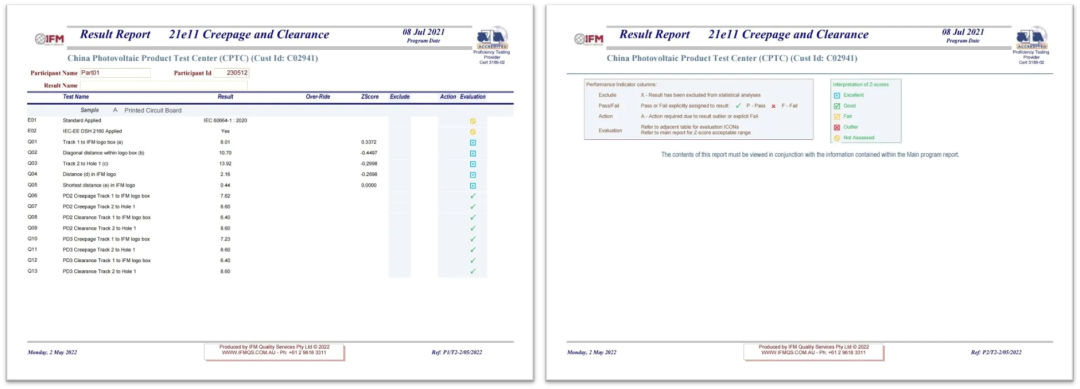 國檢集團通過IFM國際能...
國檢集團通過IFM國際能...